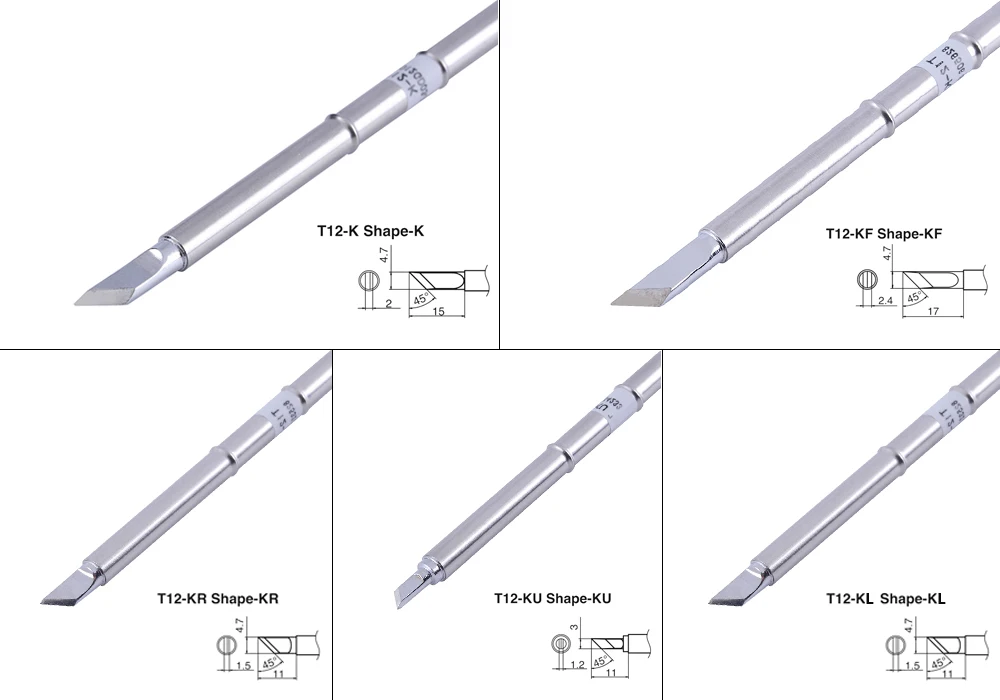
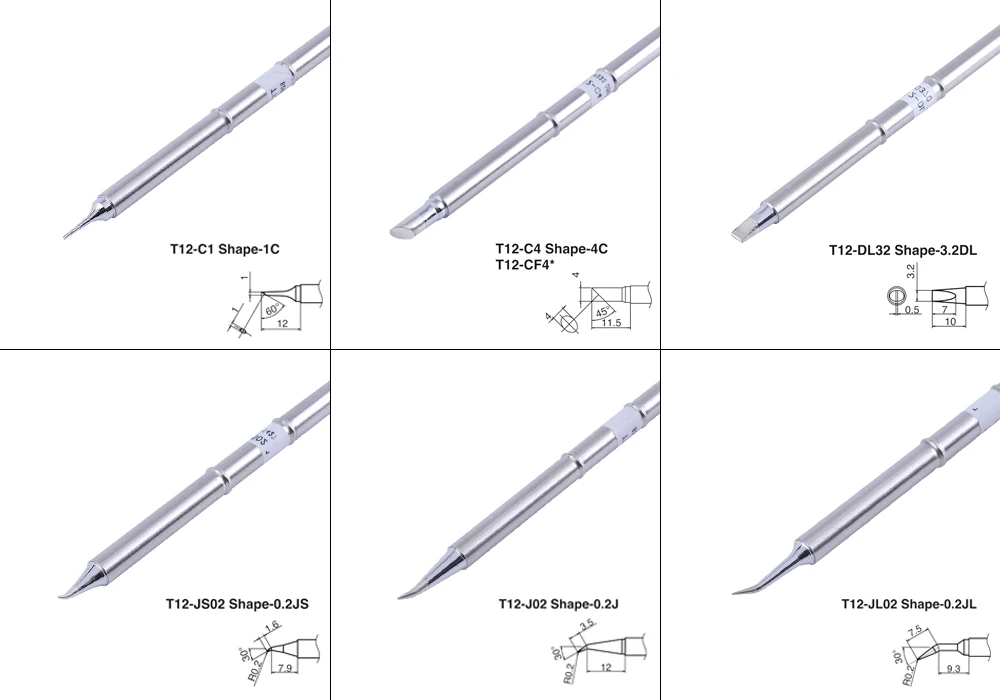
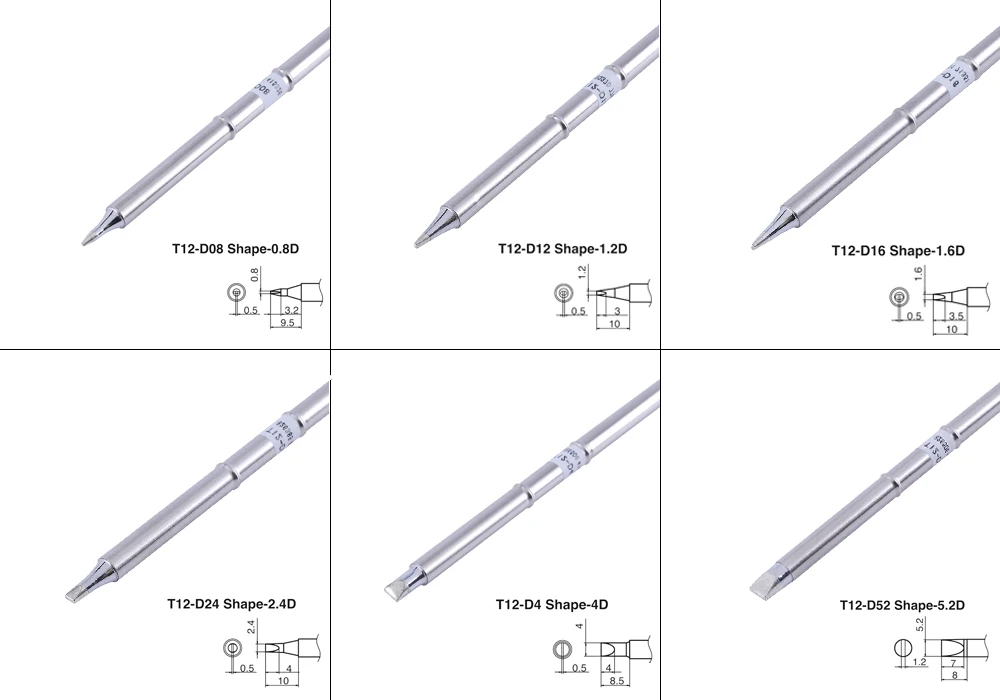
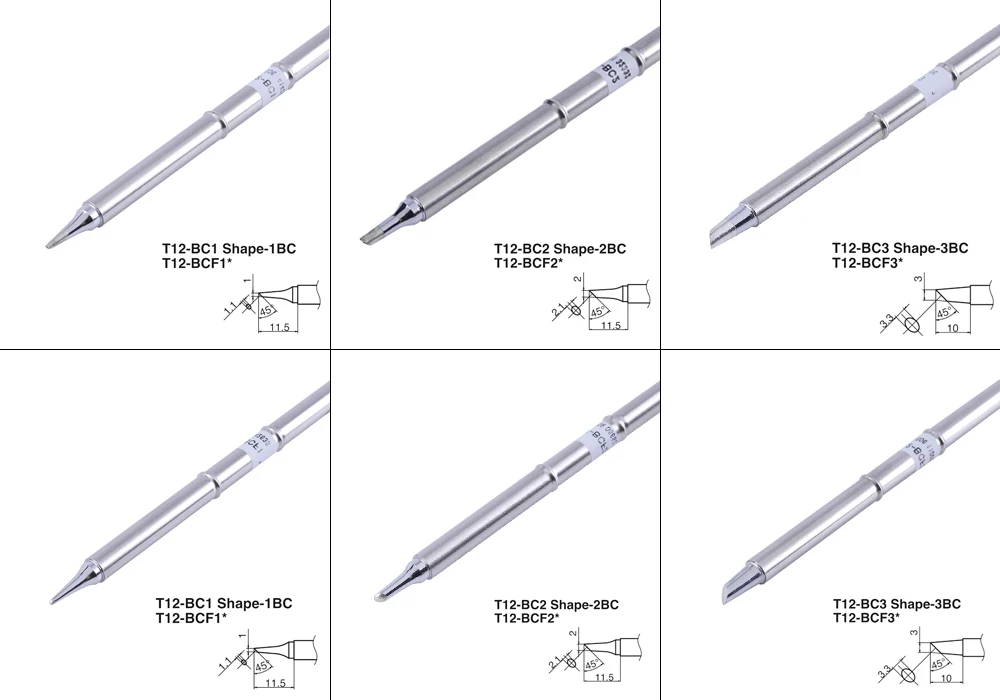
KSGER T12 Soldering Solder Iron Tips T12 Series Iron Tip For Hakko FX951 STC AND STM32 OLED Soldering Station
Please left message when you place the order,You can choose the types as you need, if you not left message for me,we will send random tips for you!Hope you can understand!

FAQ:
1. Why the new t12 tip’s temperature jump when use at first time ?
Because the inside heating of the new t12 tip doesn’t go through high the temperature, so the first time to use will be a bit of temperature, generally without special treatment, the normal use of 1.2days after the basic will not bounce,Such as the need to immediately effective, the general proposal to adjust the temperature to 380C-400C, side of the solder tip to the tip of tin, burning 5-10 minutes after the shutdown, until the solder tip of the cooling and then re-boot!(if 1 times no effect, then can repeated 2-3times),T12 is pulsating temperature warming, even if the display temperature is flashing, the tip of the real temperature is completely stable,
T12 jump temperature also are connected with the temperature control board of procedures, power of electrostatic and if it connect the ground.
2. What the problem of attention when we use the t12 first time ?
T12 tip heating speed is very fast, when the new solder tip connect the electricity, it must be tin put immediately to the solder tip, for protection,due to heating up fast, just need 6-10 seconds, no have more time to you for preparation.
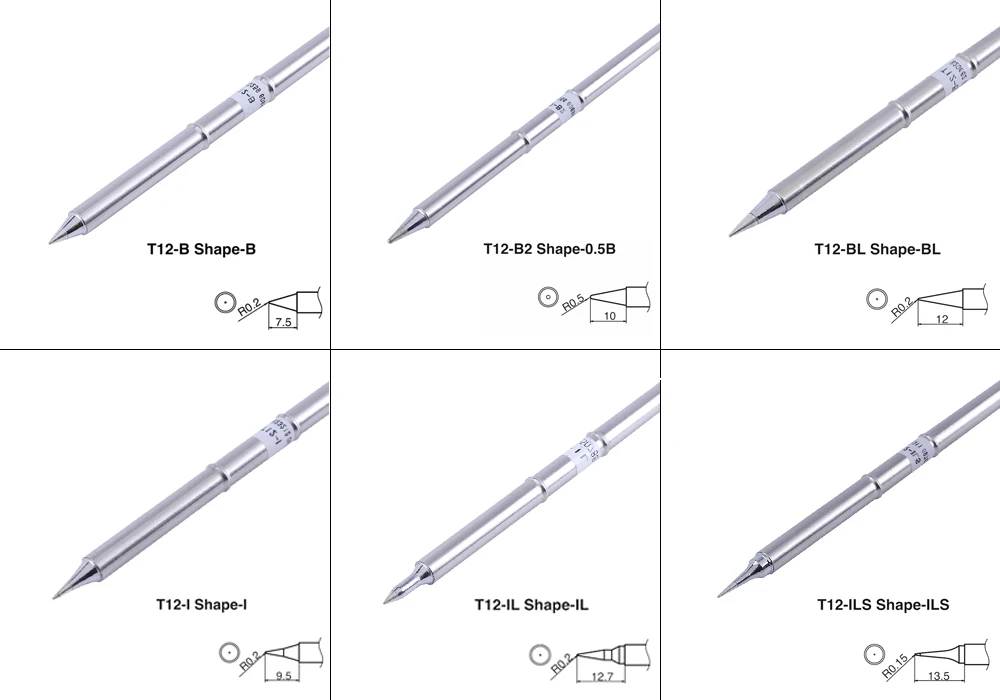
So the importance is to prepare the items you will be soldered,and finally boot power, and each welding gap or the end, should be more on the tin to protect and then shutdown,so it can avoid to tin the new soldering tip,especially the T12 sharp tips,
such as T12-ILS /I /BL /I and so on.
3. What are the precautions for using the T12 tip?
a. If can use low temperature, then don’t high temperature:T12 is constant temperature control, the general recommended working temperature is between 300C-380C, higher than 380C damage the coating of the tip and cut down the PTC life!
b. Do not dry: the first time to use t12 tip, should be wrapped while heating a layer of tin, if it is without work, at one shutdown!
c. Diligent to clean: before shutting down, use a wet sponge or detin the ball to remove the tip of the oxidation of debris,on the tin after the shutdown power off!
d. Standard operation:Do not violent collision the solder ti, do not stamp the top of the hard objects, but can not be used to hot plastic and other materials, specifically reminded that friends like tin should avoid the iron and other hard metal knock tin, the heating core of T12 is in the head of the solder tip, often percussion is a fatal damage to T12!
e. Less use of scaling powder: scaling powder can not be used, can be used as less as possible, When scaling powder help make beautiful and reliable welding at the same time, but also greatly speed up the consumption and coating of the solder tip, T12 heating core high temperature position is very near of the Nozzles tip of the solder tip, Scaling powder in the fear of threat to T12 pressing parts .
4. How to do when T12 tip does not absorb tin?
T12 iron head does not absorb tin, generally there are two reasons:
A. The head of solder tip is severe oxidation can not absorb tin.
B. Temperature can not rise up then can not tin.
C. The head is oxidized and can not the tin, you can use the soldering iron to clean the ball gently, then use the wet sponge rub and then heat the tin.
D. Serious oxidation of tin, you can use more than 900 mesh sandpaper gently rub, with a small wooden board, in the board to dig a small hold, put the rosin and tin in the hole, put the head of solder tip inset the hole,while heating and putting the tin, if you can prepare a tin stove, use scaling powder into tin stove put the tin to repair!
E. If T12 temperature can not rise up, the multimeter transferred to
20Ω stalls, test T12 solder tip positive and negative ring resistance, 8-10Ωbelongs to the normal range, the factory standard is 8.4Ω,after using the resistance will be slightly changed!